The natural solution for advanced sewage treatment and nitrate removal
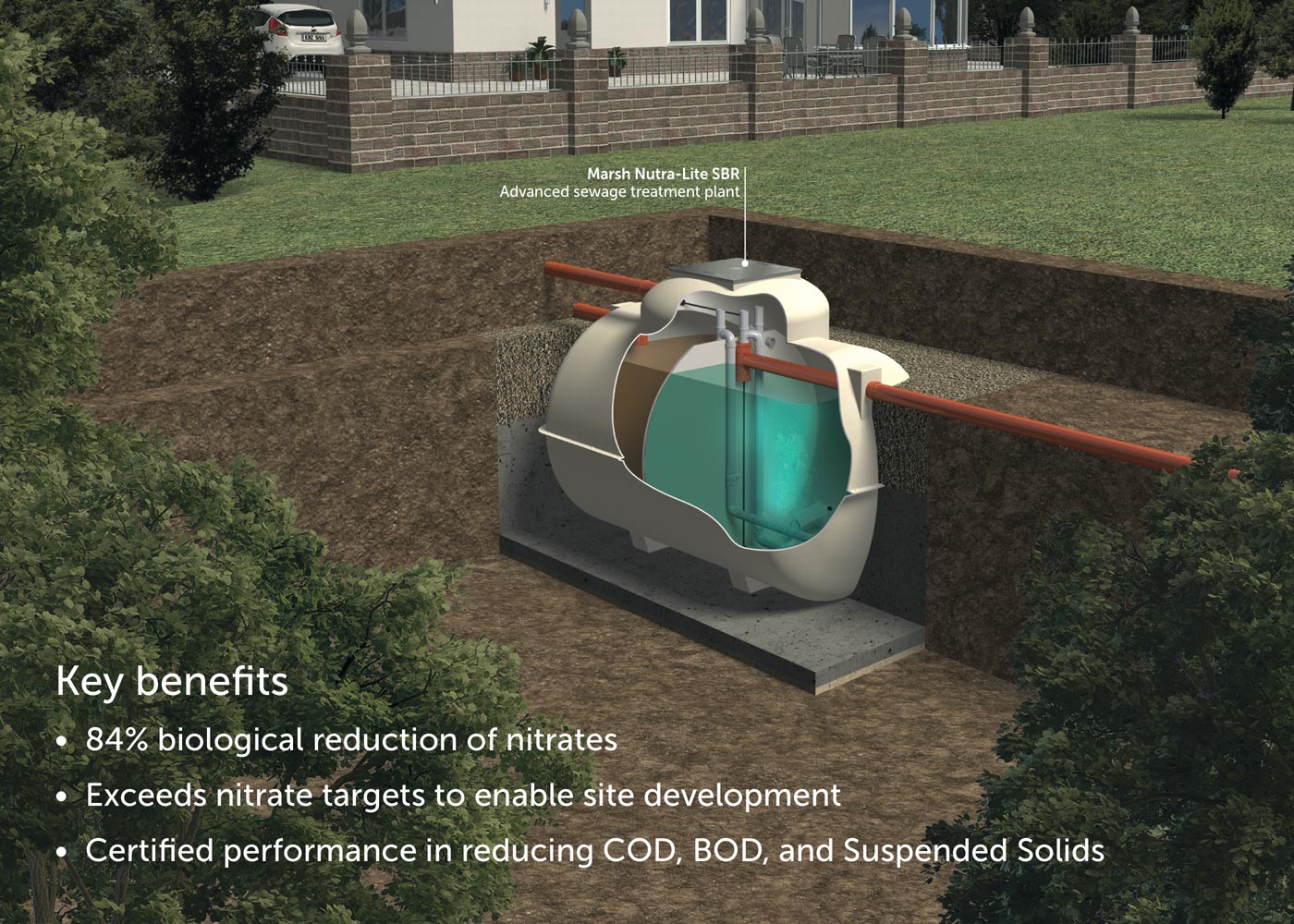
Marsh Industries proudly presents the Marsh Nutra-Lite, an advanced Sequential Batch Reactor (SBR) sewage treatment plant designed to enhance effluent quality for off-mains wastewater systems and significantly reduce biological nitrates.
The Nutra-Lite is available in capacities catering to sites for up to 50 people. With state-of-the-art technology and rigorously tested, the Nutra-Lite sets a new standard for sustainable domestic sewage treatment.
The Marsh Nutra-Lite can be supplied as a complete system, combined with the Marsh Phos-Lite for intensive phosphate removal. See Marsh Phos-Lite for details.
SBR technology provides superior effluent discharge
The Nutra-Lite sewage treatment plant harnesses SBR technology, achieving an impressive 84% biological reduction in nitrates. Unlike traditional methods, no chemicals or carbon are used – just biological processes.
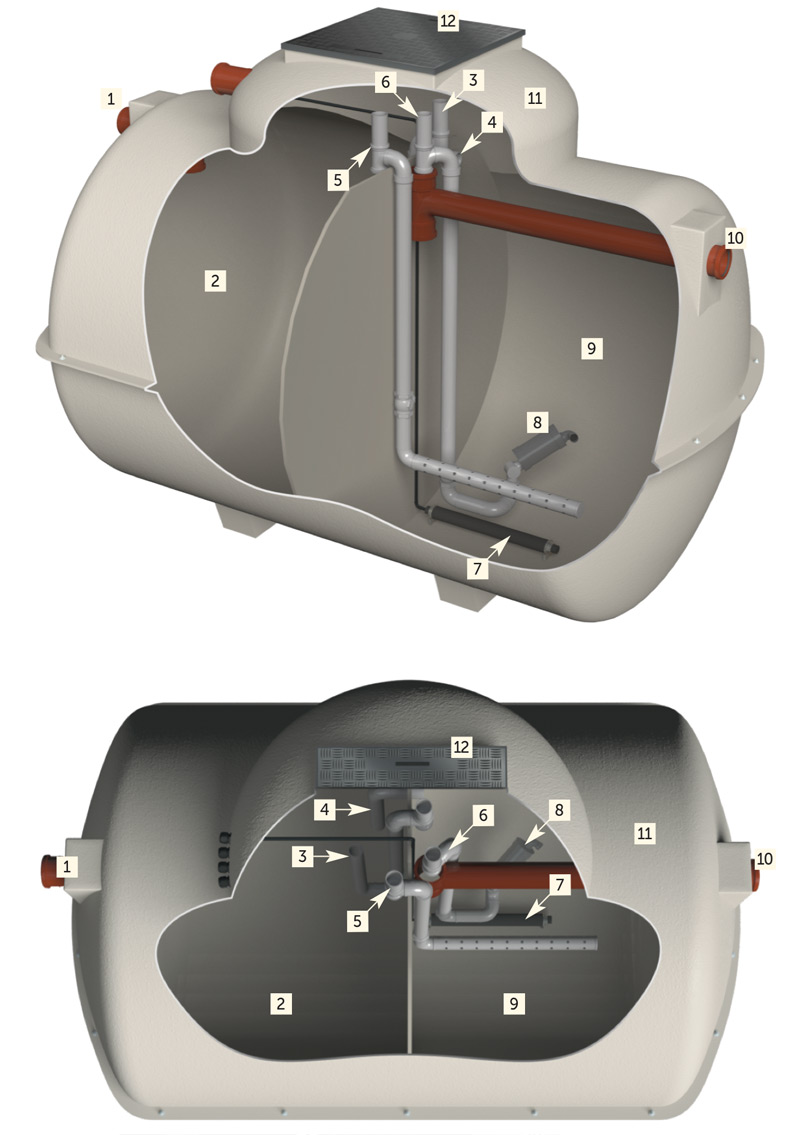
The Nutra-Lite boasts the highest overall discharge quality of any plant available today. Additionally, a unique self-cleaning, self-sealing sediment reduction valve ensures total control over suspended solids. No mechanical parts provide reliability and efficiency.
Nutra-Lite not only excels in phosphate and nitrate removal but also significantly reduces other key effluent constituents:
SBR technology for superior nitrate reduction The Nutra-Lite harnesses SBR technology, achieving an impressive 84% biological reduction in nitrates. Unlike traditional methods, no chemicals or carbon are used – just biological processes.
Remote configuration and adaptability Unique to Marsh Industries, the Nutra-Lite sewage treatment plant can be adapted to seasonal changes in biological treatment, ensuring optimal year-round performance. Remote configuration allows adjustments based on ongoing nitrate reduction research.
Secure telemetry and alarm monitoring All Nutra-Lite sewage treatment plants feature bi-directional communication for maintenance and monitoring. Telemetry options include mobile connectivity or homeowner Wi-Fi/internet.
Efficiency and cost savings A single compressor minimises electrical power consumption without compromising performance. Economy mode further reduces running costs during process changeovers.
Material strength and fire safety Marsh Industries’ GRP material successfully meets the requirements of EN ISO 11925-2:2010 standards and is tested for direct flame impingement. All units come with a 25-year structural guarantee.
Certified performance Rigorously tested at the world-leading notified test centre, PIA GmbH, in Aachen, Germany, the Nutra-Lite is certified to BS EN 12566-3 after 50 weeks of continuous testing. This system holds accreditation to EN12566-3 Annex B for systems of up to 50 Population Equivalent (PE) and complies with the UK Forward for BSEN12566-3, demonstrating its reliability and effectiveness.
Choosing a selection results in a full page refresh.